










Serviços Personalizados
Journal
Artigo
 Português (pdf)
Português (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkRevista de Ciências Agrárias
versão impressa ISSN 0871-018X
Rev. de Ciências Agrárias vol.37 no.1 Lisboa mar. 2014
ARTIGO
Influência da temperatura de extrusão nas propriedades reológicas do bioplástico de glúten de trigo
Influence of extrusion temperature on rheological properties of wheat gluten bioplastic
Shana Pires Ferreira1, Walter Augusto Ruiz2 e António Gaspar-Cunha1
1 Departamento de Engenharia de Polímeros, Instituto de Polímeros e Compósitos – IPC/I3N, Universidade do Minho, Campus de Azurém, 4800-058 Guimarães, Portugal. E-mail: shanaferreira@gmail.com, author for correspondence; agc@dep.uminho.pt.
2 Laboratório de Análise Instrumental Química, Escola de Química e Alimentos, Universidade Federal do Rio Grande CP 474, 96200-470 Rio Grande – RS, Brasil. E-mail: dqmwar@furg.br.
RESUMO
O objetivo deste trabalho foi estudar a influência das diferentes condições de extrusão nas propriedades térmicas e reológicas de biopolímeros de glúten de trigo plastificado com glicerol. A temperatura das zonas de aquecimento da extrusora co-rotativa de parafuso duplo influi nas propriedades térmicas e reológicas dos biopolímeros. Temperaturas entre 55 oC e 60 oC produziram extrusados de bom aspecto e pouca rugosidade. Os extrusados apresentaram elevados valores de G e G e a modelagem do processo de extrusão mostrou que a mudança na configuração das zonas de aquecimento influencia principalmente na localização da deformação ao longo da extrusora.
Palavras chave: Bioplástico, extrusão, glúten
ABSTRACT
The main objective of this work was to study the influence of different extrusion conditions on thermal and rheological properties of biopolymers of wheat gluten plasticized with glycerol. The temperature of the heating zones of the extruder co-rotating twin screw influences the rheological and thermal properties of biopolymers. Temperatures between 55 oC and 60 oC produced extrudates with good looks and low roughness. The extrudates showed high values of G and G and shaping the extrusion process showed that the change in configuration of the heating zones mainly influences the location of the deformation along the extruder.
Keywords: Bioplastic, extrusion, gluten
Introdução
A tecnologia de extrusão termoplástica é um processo de tratamento térmico, resultado da combinação de calor, umidade e trabalho mecânico. Este tratamento modifica a estrutura das matérias-primas, dando-lhes novas formas e diferentes características funcionais e nutricionais (Embrapa, 2013). A extrusão termoplástica de fontes renováveis de origem agrícola é um processo de baixo impacto ambiental e permite obter produtos com propriedades mecânicas melhoradas (Jerez et al., 2007) como os bioplásticos (Sun et al. 2008), porém, ainda é um desafio na indústria. Este processo termoplástico pode permitir e subprodutos de processos agro-industriais (Jerez et al., 2007).
O processo de extrusão termoplástico é um método mecânico que usa as propriedades termoplásticas dos materiais, por exemplo das proteínas, sob condições de baixa umidade e alta pressão. O processo está baseado na mudança reversível das proteínas de um estado rígido ou vítreo para um estado flexível ou elástico através do aumento da temperatura e/ou adição de um plastificador. Uma das principais operações do método é a mistura de proteína e plastificador para obter uma massa de material, onde as propriedades do material extrusado dependerão das condições do processamento (Redl et al., 2003).
A capacidade de formar misturas proteína-plastificante está entre as propriedades de maior interesse no processamento desses materiais, pela sua aplicação na produção de embalagens biodegradáveis (Irrisin-Mangata et al., 2001).
O plastificante é um componente importante no processo termoplástico pelo fato de diminuir a rigidez e a fragilidade dos bioplásticos e permitir melhor manipulação e armazenamento (Matveev et al. 2000; Irrisin-Mangata et al., 2001). Os plastificantes são moléculas com a capacidade de modificar estruturas tridimensionais de proteínas, reduzindo as forças intermoleculares e aumentando a mobilidade das cadeias poliméricas (Verbeek e van den Berg, 2010). Como consequência, tem-se uma redução da temperatura de transição vítrea do biopolímero, o que favorece a sua processabilidade (Matveev et al.,2000). O plastificante mais comumente utilizado no processamento termoplástico de proteínas é o glicerol, mas outros plastificantes também podem ser utilizados (Cho et al., 2010). As proteínas do trigo têm sido estudadas na obtenção de biopolímeros (Jerez et al., 2007). Do ponto de vista estrutural o glúten de trigo contém 80-85% de proteína (Guan et al., 2011). É composto por duas frações protéicas: a gliadina (uma glutelina monomérica) e a glutenina (uma prolamina que é polimérica) (Singh et al., 2011), numa proporção em peso de aproximadamente 60/40 (Gennadios, 2002; Ferreira et al., 2012). As gliadinas contêm ligações dissulfeto intermoleculares, onde o rompimento destas ligações permite que haja o desdobramento da molécula de proteína. Estas proteínas são responsáveis pela propriedade coesiva do glúten (Khatkar et al., 2002, 2012). Quando hidratadas, as gliadinas se comportam como um líquido viscoso (Singh e Khatkar, 2005; Song, e Zheng, 2008; Khatkar et al., 2012) conferindo extensibilidade à massa. Já, as gluteninas são responsáveis pelas características elásticas e força da massa de glúten de trigo. Estas frações influenciam as propriedades reológicas da massa de trigo, mais especificamente a matriz viscoelástica do glúten (Pruska-Kedzior et al., 2008; Singh et al., 2011). As propriedades viscoelásticas do glúten de trigo permitem formar uma mistura coesiva quando plastificado. Além disso, o glúten de trigo apresenta propriedades de barreira a gás. Por esta razão, vários investigadores propõem o uso do glúten de trigo para produzir filmes comestíveis e/ou biodegradáveis ou materiais para embalagens (Cuq et al., 1998; Ferreira et al., 2012). As proteínas de glúten são caracterizadas por uma temperatura que depende do equilíbrio entre duas fases, uma semi sólido, predominante a alta temperatura, e uma sólido vítreo predominante a baixa temperatura. Este tipo de mudança física tem sido chamado de transição vítrea . A temperatura de transição vítrea (Tg) é o parâmetro principal para a compreensão das propriedades mecânicas das proteínas do glúten (Leon et al., 2003).
O objetivo deste trabalho foi estudar a influência das diferentes condições de extrusão nas propriedades térmicas e reológicas de biopolímeros de glúten de trigo plastificado com glicerol.
Material e Métodos
Glúten de trigo (gt), adquirido da empresa RIBA S.A (Barcelona, Espanha), glicerol (G) p.a. (PANREAC) com 99,5 % pureza e densidade relativa 1,257.
Configuração da extrusora
A extrusão foi realizada nos laboratórios de Processamento I (Instituto de Polímeros e Compósitos da Universidade do Minho, Portugal) utilizando a extrusora Leistritz co-rotativa, parafuso duplo, composta de um barril de 34 mm de diâmetro e velocidade de rotação do parafuso de 10 rpm. O barril foi montado com 10 zonas, sendo 3 delas as zonas de mistura do material, representadas na Figura 1b por V1, V2 e V3 de onde foram retiradas as amostras, e que correspondem às zonas de aquecimento 7, 9 e 10, respectivamente, da extrusora de comprimento igual a 40 mm. Cada zona foi equipada com um controle de temperatura independente baseado em resistência de aquecimento e circulação de água para resfriamento até temperatura desejada. A zona de alimentação com comprimento de 120 mm não era composta por resistência de aquecimento nem circulação de água para resfriamento. O comprimento total do parafuso foi de 960 mm, sendo que cada um deles continha elementos de transporte com duplo filete e passos diferentes, 3 seções de mistura (V1, V2 e V3) com 4, 5 e 6 elementos de mistura (Kneading Blocks - indicados pelas setas na Figura 1b, respectivamente com passo direito formando um ângulo de 90o e um elemento reverso de passo 30 mm. A trefila utilizada nos ensaios foi circular com diâmetro igual a 20 mm.
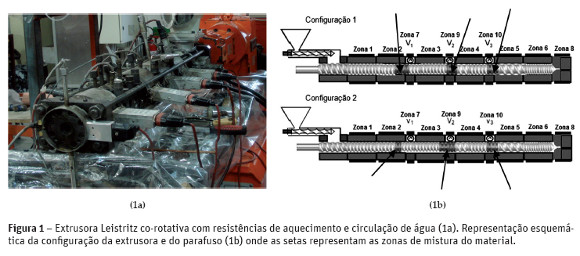
Foram utilizadas duas configurações da extrusora como mostra a Figura 1, sendo a diferença entre elas a localização do elemento reverso. Na configuração 1 o elemento reverso ficou próximo da válvula 1 (V1) e logo a seguir aos 4 elementos de mistura, já na configuração 2 o elemento reverso foi deslocado para a válvula 2 e logo a seguir os 5 elementos de mistura.
Processo de Extrusão
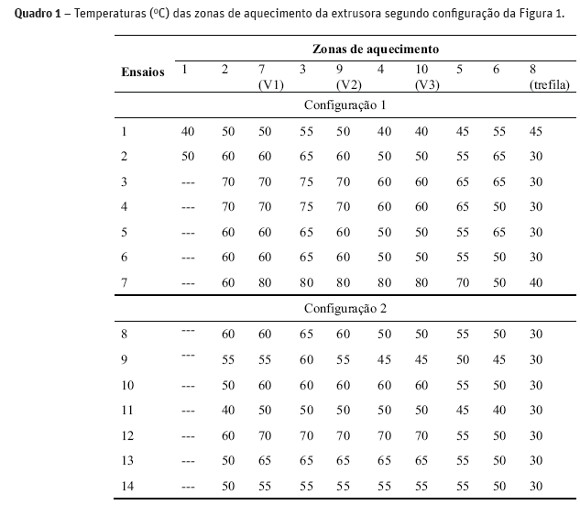
Antes do processamento, o glúten foi seco em estufa com circulação forçada de ar a uma temperatura de 75 oC por 8 horas, acondicionado em recipientes de plástico e armazenado a temperatura ambiente até sua utilização. Amostras do glúten seco foram processadas por extrusão sendo estas introduzidas na extrusora através do Alimentador gravimétrico K-Tron de parafuso duplo e o glicerol através de bomba peristáltica. A taxa de alimentação do glúten foi de 300 g·h-1 e a de glicerol foi de 200 g·h-1, totalizando 500 g·h-1. A velocidade de rotação dos parafusos foi mantida constante a 10 rpm em todos os ensaios. A temperatura das diferentes zonas da extrusora foi controlada através de painel digital da máquina. Ao longo do processo de extrusão fez-se a medida da temperatura do material nas 3 zonas de mistura (Zonas 7, 9 e 10) e na saída da trefila (zona 8), utilizando termopar.
Amostras do material extrusado foram recolhidas e acondicionadas em sacos plásticos de polietileno de 100g hermeticamente fechados e armazenados a temperatura ambiente até sua caracterização. Foram realizados 14 ensaios modificando-se as temperaturas das zonas de aquecimento conforme o Quadro 1.
Determinação das propriedades viscoelásticas
As propriedades viscoelásticas do produto foram determinadas em regime oscilatório utilizando o Reômetro Rotacional (TA Instruments AR G2), com uma geometria de placas paralelas de 25 mm de diâmetro e gap 1-3 mm. Inicialmente, foi necessário determinar a região viscoelástica linear através da realização de varredura em tensão a uma frequência constante de 0,6283 rad·s-1 (0,1 Hz) e 62,83 rad·s-1 (10Hz). Os testes de varredura em frequência foram realizados em uma faixa de frequência entre 0,01 e 100 rad·s-1 a 60 o C para a determinação da módulo elástico (elasticidade) (G) e módulo viscoso (G).
Análise térmica
A análise térmica foi realizada por Calorimetria Diferencial de Varredura Modulada (MDSC). Amostras de 10 a 20 mg do produto foram colocadas em cápsulas de alumínio hermeticamente fechadas e colocadas no calorímetro diferencial (Q100 TA Instruments, EUA), utilizando nitrogênio como gás de purga em uma vazão de 50ml·min-1. A varredura em temperatura foi realizada entre -50 oC e 200 oC a uma taxa de aquecimento de 5 oC·min-1, período de modulação de 60 segundos e amplitude de modulação de 0,5 oC.
A análise termogravimétrica – TGA foi realizada em Balança Termogravimétrica (TA Q500 - TA Instruments, EUA), utilizando 10mg do produto com variação da temperatura de 30 oC até 400 oC com uma taxa de aquecimento de 10 oC·min-1, com um fluxo de nitrogênio de 60 mL·min-1. As temperaturas em que se verificou perda de peso foram determinadas diretamente dos termogramas.
Deformação da massa ao longo da extrusora
Foi utilizado um software (Teixeira et al., 2010) para verificar a deformação da massa ao longo da extrusora. O software está baseado numa aproximação 2D ao longo do parafuso e permite calcular as taxas de cisalhamento e deformação, a viscosidade, a temperatura e o tempo de residência acumulativo. Nesta etapa foi utilizada a hipótese de um material líquido não sendo considerada a fusão dos sólidos.
Resultados e Discussão
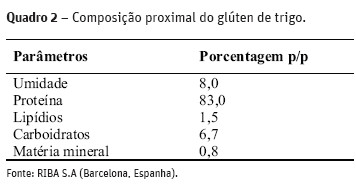
Composição proximal do glúten de trigo
A composição proximal do glúten de trigo utilizado nos experimentos (Quadro 2) mostra que o mesmo contém alto teor de proteína o que esta de acordo com dados de outros autores em que esta fração protéica é composta aproximadamente por gliadinas (50%) e gluteninas (45%) (Domenek et al. 2004). O teor de proteínas do glúten de trigo varia entre 75% (Domenek et al. 2004; Sun et al., 2008; Kunanopparat et al., 2012) e 85,2% (Cho et al., 2010), esta variabilidade provavelmente se deva ao processo de obtenção e purificação.
Viscosidade dos produtos extrusados
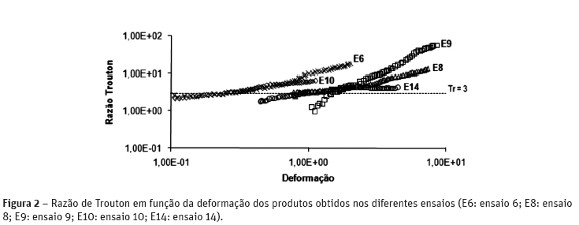
A análise de viscosidade dos produtos extrusados obtidos nos diferentes ensaios, de acordo com o Quadro 1, indica que àqueles correspondentes aos dos ensaios 6 e 10 saem mais cedo do regime linear quando comparados como os demais. Além disso, estes extrusados foram obtidos utilizando-se temperaturas iguais nas válvulas V1, V2 e Trefila. Isto indica que o aquecimento dessas zonas influi na viscosidade do produto, uma vez que os mesmos apresentaram comportamento diferente dos produtos obtidos nos demais ensaios.
Na Figura 2, percebe-se ainda que a amostra E9 apresenta um comportamento reoespessante mais acentuado, isto é, a subida da curva é maior quando comparada com os outros produtos. Todos os produtos extrusados apresentam comportamento não-Newtoniano, ou seja, comportamento de um sólido viscoelástico, no entanto a amostra E9 é mais reoespessante e portanto possuirá, em princípio, maior densidade de entrelaçamentos das cadeias proteicas, no qual reflete em maior elasticidade.
Os fluidos obedecem geralmente à lei de Newton, entretanto fluidos com comportamento não-Newtonianos, quando estão sujeitos a escoamentos de corte em regime permanente, enquadram-se em três classes principais: Independentes do tempo, como os reo-fluidificantes e os reo-espessantes; Dependentes do tempo, como os fluidos tixotrópicos e os anti-tixotrópicos; Viscoelásticos, fluidos que apresentam simultaneamente efeitos viscosos e elásticos, tendo como característica principal a capacidade de armazenar energia sob a forma elástica. As propriedades deste tipo de fluido são constituídas por duas componentes: elástica e viscosa, em função da tensão à deformação e da taxa de corte sendo que a resistência total à deformação é dada pelo módulo complexo G* = G' + iG (constituído pelo módulo de elasticidade, G' - que representa uma medida da energia de deformação armazenada reversivelmente,componente elástica, e pelo módulo de dissipação, G que quantifica uma medida da energia cedida irreversivelmente pela amostra de fluido ao exterior, componente viscosa). O quociente entre os dois módulos também pode ser visto como uma medida do grau de viscoelasticidade do material, i.e., se o seu comportamento se aproxima mais de um sólido elástico ou de um líquido viscoso (Alves,2003; Resende, 2005).
A razão de Trouton, Tr, é definida pela razão entre a viscosidade elongacional e a viscosidade de corte. A Tr também definida como a razão entre a viscosidade extensional no regime viscoelástico linear e a viscosidade de corte transiente, está representada na Figura 2 pela linha pontilhada. Fluidos elásticos são identificados por terem elevados números da razão de Trouton. No caso de fluidos inelásticos, a viscosidade de corte é avaliada pela taxa de deformação normal constante (ε) onde a razão de Trouton passa a ser constante, sendo igual a 3, para toda a gama de ε. Os fluidos viscoelásticos de soluções poliméricas são reo-fluidificantes em termos de viscosidade de corte, mas por outro lado são reo-espessantes da razão de Trouton, i.e., da viscosidade elongacional. Isto significa que pode existir diferentes combinações de comportamentos da viscosidade elongacional e a de corte (Resende, 2005). A viscosidade elongacional é também chamada de viscosidade de Trouton ou viscosidade extensional ou uniaxial (ηE), conforme mostrado na equação (1):

Frequentemente esta viscosidade surge normalizada pela viscosidade de corte a taxa de deformação nula, η0, sob a forma da razão adimensional de Trouton, Tr equação (2):

Um fluido newtoniano exibe uma viscosidade extensional independente da taxa de deformação elongacional; pela lei constitutiva newtoniana,  sendo nesta expressão η=η0 , e de acordo com as equações (1) e (2) rapidamente se conclui, no caso de um fluido newtoniano, ser a razão entre a viscosidade extensional e viscosidade de corte Tr = 3. Este valor pode ser largamente superado no caso de fluidos poliméricos, os quais exibem uma viscosidade elongacional de-pendente da taxa de extensão (Bird et al., 1987; Ferreira, 2006), como pode ser observado na Figura 2. O espectro dinâmico-mecânico (Figura 3) dos produtos obtidos nos ensaios 9 e 14 mostra o efeito da frequência sobre o módulo elástico (G) e módulo viscoso (G). Ambos produtos apresentam o módulo elástico superior ao módulo viscoso o que indica que as propriedades elásticas são predominantes. No entanto o produto resultante do ensaio 14 apresenta maiores valores de G e G respectivamente sugerindo que as moléculas de proteína formam uma rede altamente reticulada quando comparada com o produto obtido no ensaio 9. Redl et al. (1999) estudando as propriedades reológicas de extrusado de glúten de trigo plastificado com glicerol encontraram valores de G superiores aos de G, indicando que o extrusado exibiu características de um sólido elástico similar ao que foi encontrado neste estudo.
sendo nesta expressão η=η0 , e de acordo com as equações (1) e (2) rapidamente se conclui, no caso de um fluido newtoniano, ser a razão entre a viscosidade extensional e viscosidade de corte Tr = 3. Este valor pode ser largamente superado no caso de fluidos poliméricos, os quais exibem uma viscosidade elongacional de-pendente da taxa de extensão (Bird et al., 1987; Ferreira, 2006), como pode ser observado na Figura 2. O espectro dinâmico-mecânico (Figura 3) dos produtos obtidos nos ensaios 9 e 14 mostra o efeito da frequência sobre o módulo elástico (G) e módulo viscoso (G). Ambos produtos apresentam o módulo elástico superior ao módulo viscoso o que indica que as propriedades elásticas são predominantes. No entanto o produto resultante do ensaio 14 apresenta maiores valores de G e G respectivamente sugerindo que as moléculas de proteína formam uma rede altamente reticulada quando comparada com o produto obtido no ensaio 9. Redl et al. (1999) estudando as propriedades reológicas de extrusado de glúten de trigo plastificado com glicerol encontraram valores de G superiores aos de G, indicando que o extrusado exibiu características de um sólido elástico similar ao que foi encontrado neste estudo.
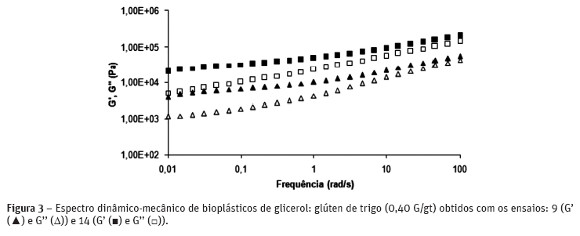
Na Figura 3, é possível notar que os produtos obtidos nos ensaios 9 e 14 também apresentam o mesmo patamar a baixas frequências, provavelmente causado pela presença de entrelaçamentos no polímero que ocasionaria o dobramento da cadeia polimérica devido aos contatos segmento a segmento com cadeias vizinhas. Em baixas frequências as moléculas da proteína encontram-se dobradas e não apresentam características viscoelásticas ótimas. No entanto, a medida em que a frequência aumenta o patamar vai deixando de ser evidente, o que corresponde ao desenrolamento e ordenamento das moléculas de proteína (Macosko, 1994).
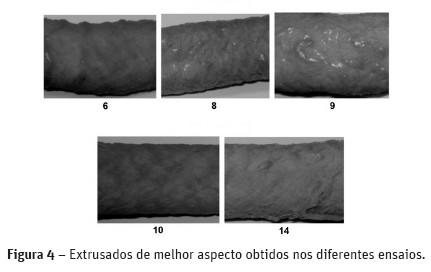
Quanto à cor, todos os produtos apresentaram diferente cor, desde aqueles de cor escura e rugosos até os de cor clara e lisos (Figura 4), os de cor mais clara com pouca rugosidade sem fraturas e boa elasticidade são considerados de bom aspecto. Produtos obtidos do ensaio 9 apresentaram estas características, sugerindo que a faixa de temperatura para a obtenção desses produtos está entre 45 e 60 oC. Estes resultados estão de acordo com os de outros autores que indicam que a velocidade de rotação do parafuso da extrusora de parafuso duplo, a taxa de alimentação total e a temperatura na trefila afetam as propriedades dos produtos (Redl et al. 1999; Pommet et al. 2003); sendo que o aumento da temperatura na zona da trefila resulta em extrusado com maior rugosidade (Pommet et al. 2003).
Comportamento térmico
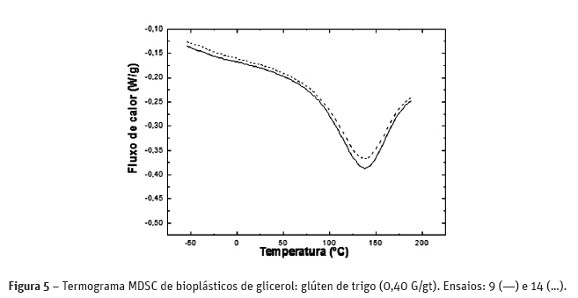
O termograma da Figura 5, obtido por MDSC, revelou que os produtos obtidos com os ensaios 9 e 14 têm propriedades endotérmicas similares. No entanto, o produto do ensaio 9 apresenta um pico endotérmico ligeiramente mais intenso do que o do ensaio 14, enquanto que ambos apresentam a mesma temperatura do pico de 140 oC, indicando que a desnaturação de proteínas foi realizada ao mesmo tempo nos dois ensaios. O comportamento térmico de amostras de extrusados de glicerol/glúten de trigo, obtidas por processo termoplástico apresentam picos endotérmicos entre 150 oC e 160 oC indicando ponto de fusão (Jerez et al., 2005; 2007).
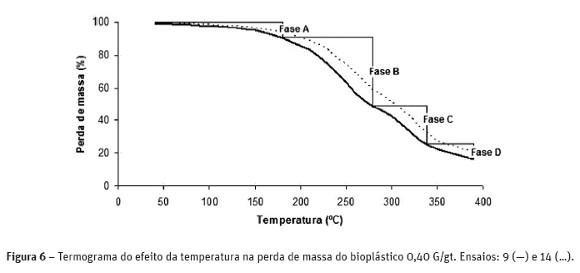
Ambos os produtos obtidos nos ensaios 9 e 14 apresentam similares perfis termogravimétricos (Figura 6), provavelmente devido a que ambos tendem a degradar de forma semelhante em função da temperatura. No entanto, é possível observar na Figura 6 que ambos os produtos apresentam a existência de quatro fases, denominadas de A a D. Sendo que a fase A, ocorre abaixo de 180 °C e corresponde à eliminação de água livre e água ligada, sendo que a perda de massa é de aproximadamente 10%. Na fase B, ocorre entre 180 °C e 280 °C onde há perda de massa a qual varia entre 35 % e 40 %, e corresponde à evaporação do glicerol. Na fase C, ocorre entre 280 oC e 340 oC, há uma perda de massa de aproximadamente 24 %, esta fase está associada à quebra de ligações peptídicas covalentes em resíduos de aminoácidos. Finalmente, a fase D ocorre acima de 340 oC e corresponde à que-bra de pontes dissulfeto (Sun et al., 2008).
Deformação da massa ao longo da extrusora
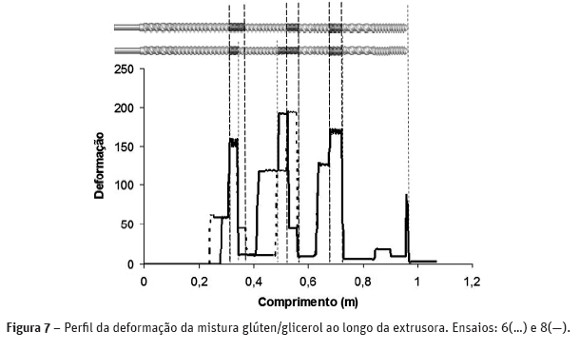
A Figura 7 apresenta o perfil de deformação da mistura glúten/glicerol ao longo da extrusora para os ensaios 6 e 8, nos quais os perfis de temperatura ao longo da extrusora são os mesmos sendo a única diferença entre eles a configuração dos parafusos. Através da Figura 7 é possível notar a clara diferença na deformação do material dentro da extrusora quando se modificou a configuração dos parafusos. Essa configuração imprimiu uma deformação diferente na mistura glúten/glicerol desde a primeira zona de mistura (kneading blocks), onde se encontravam 4 elementos restritivos até a segunda zona de mistura, onde se encontravam 5 elementos restritivos. Os valores de deformação são equivalentes nas duas configurações utilizadas, mas o que diferencia é a localização da deformação ao longo da extrusora. Os extrusados obtidos em ambos ensaios, apresentaram bom aspecto.
Análise do escoamento da massa glúten/glicerol ao longo da extrusora permitiu verificar diferenças quanto aos valores de deformação, tempo de residência acumulativo e viscosidade. Foi verificado que o tempo de residência acumulativo em algumas zonas da extrusora é influenciado pela configuração dos parafusos. Constatou-se também que quando se modifica a configuração dos parafusos a viscosidade dos produtos se modifica, embora ligeiras diferenças na viscosidade se observa quando se utiliza a mesma configuração, provavelmente devido aos diferentes perfis de temperatura ao longo da extrusora.
Conclusões
O processo termoplástico de uma mistura das proteínas do glúten com glicerol, na proporção de 0,40 glúten/glicerol permitiu obter produtos extrusados com bom aspecto e pouca rugosidade. A configuração das zonas de aquecimento de extrusora co-rotativa com parafuso duplo determina a temperatura do processo. Processos a temperaturas de 55 oC e 60 oC foram os que renderam os melhores produtos. Com o auxilio do software foi possivel localizar a mudança da deformação do material ao longo da extrusora, definir o tempo de residência acumula-tivo nas zonas de aquecimento, e a viscosidade da massa. Análises por MDSC e TGA confirmaram a similaridade estrutural dos produtos extrusados. Os resultados mostram que o bioplastico de gluten de trigo/glicerol apresenta elevados valores dos modulos G e G e baixa deformação.
Agradecimentos
Com o apoio do Programa Alban, Programa de bolsas de alto nível da União Europeia para América Latina, bolsa nº E06M104071BR.
Referências Bibliográficas
Alves, M.M.M. (2003) - A Reologia. In: Castro, A.G. (Ed.) - A Química e a reologia no processamento dos alimentos. Lisboa, Instituto Piaget, p. 39-42. [ Links ]
Bird, R.B.; Armstrong, R.C. e Hassager, O. (1987) Fluid Mechanics. In Dynamics of Polymeric Liquids. 2ª ed. New York, John Wiley & Sons, Vol. 1, 576 p. [ Links ]
Cho, S.; Gallstedt, M. e Hedenqvist, M.S. (2010) – Properties of wheat gluten/poly(lactic acid) laminates. Journal of Agricultural and Food Chemistry, vol. 58, n. 12, p. 7344-7350. [ Links ]
Cuq, B.; Gontard, N. e Guilbert, S. (1998) – Proteins as agricultural polymers for packaging production. Cereal Chemistry, vol. 75, n. 1, p. 1-9. [ Links ]
Embrapa (2013) – Processo de extrusão termoplástica. [em linha]. Embrapa Agroindústria de Alimentos RJ [Acesso em 2013-01-12]. Disponível em: http://www.catalogosnt.cnptia.embrapa.br/catalogo20/catalogo_de_produtos_e_servicos/arvore/CONTAG01_465_21112006131214.html. [ Links ]
Domenek, S.; Feuilloley, P.; Gratraud, J.; Morel, M-H. e Guilbert, S. (2004) - Biodegradability of wheat gluten based bioplastics. Chemosphere, vol. 54, n. 4, p. 551-559. [ Links ]
Ferreira, H.H.M.E. (2006) -Escoamento de fluidos newtonianos e viscoelásticos em torno de um cilindro: Estudo numérico de efeitos tridimensionais. Dissertação de Mestrado. Porto, Faculdade de Engenharia, Universidade do Porto, 166 p. [ Links ]
Ferreira, S.P.; Ruiz, W.A. e Gaspar-Cunha, A. (2012) – Rheological and thermal characteristics of wheat gluten biopolymers plasticized with glycerol. Química Nova, vol. 35, n. 4, p. 719-722. [ Links ]
Gennadios, A. (Ed.) (2002) - Protein-based films and coatings. New York, CRC Press, 672 p. [ Links ]
Guan, L.; Jimenez, M.E.G.; Walowski, C.; Boushehri, A.; Prausnitz, J.M. e Radke, C.J. (2011) - Permeability and partition coefficient of aqueous sodium chloride in soft contact lenses. Journal of Applied Polymer Science, vol. 122, n. 3, p. 1457-1471. [ Links ]
Irissin-Mangata, J.; Bauduin, G.; Boutevin, B. e Gontard, N. (2001) - New plasticizers for wheat gluten films. European Polymer Journal, vol. 37, n. 8, p. 1533-1541. [ Links ]
Jeréz, A.; Partal, P.; Martinez, I.; Gallegos, C. e Guerrero, A. (2005) - Rheology and processing of gluten based bioplastics. Biochemical Engineering Journal, vol. 26, n. 2-3, p. 131-138. [ Links ]
Jeréz, A.; Partal, P.; Martinez, I.; Gallegos, C. e Guerrero, A. (2007) - Egg white-based bioplastics developed by thermomechanical processing. Journal of Food Engineering, vol. 82, n. 4, p. 608-617. [ Links ]
Khatkar, B.S.; Fido, R.J.; Tatham, A.S. e Schofield, J.D. (2002) - Functional properties of wheat gliadins. II. Effects on dynamic rheological properties of wheat gluten. Journal of Cereal Science, vol. 35, n. 3, p. 307-313. [ Links ]
Khatkar, B.S.; Barak, S. e Mudgil, D. (2012) - Effects of gliadin addition on the rheological, microscopic and thermal characteristics of wheat glúten. International Journal of Biological Macromolecules, vol. 53, p.38-41. [ Links ]
Kunanopparat, T.; Menut, P.; Morel, M.H. e Guilbert. S. (2012) - Improving wheat gluten materials properties by Kraft lignin addition. Journal of Applied Polymer Science, vol. 125, n. 2, p. 1391–1399. [ Links ]
Leon, A.; Rosell, C.M. e Barber, C.B. (2003) - A differential scanning calorimetry study of wheat proteins. European Food Research and Technology, vol. 217, n. 1, p. 13-16. [ Links ]
Macosko, C.W. (1994) - Rheology: Principles, measurements and applications. New York, Wiley-VCH Publishers, 568 p. [ Links ]
Matveev, Y.I.; Grinberg, V.Y. e Tolstoguzov, V.B. (2000) -The plasticizing effect of water on proteins, polysaccharides and their mixtures. Glassy state of biopolymers, food and seeds. Food Hydrocolloids, vol. 14, n. 5, p. 425-437. [ Links ]
Pommet, M.; Redl, A.; Morel, M.H.; Domenek, S. e Guilbert, S. (2003) – Thermoplastic processing of protein-based bioplastics: chemical engineering aspects of mixing extrusion and hot molding. Macromolecular Symposia, vol. 197, p. 207-217. [ Links ]
Pruska-Kedzior, A.; Kedzior, Z. e Klockiewicz-Kaminska, E. (2008) - Comparison of viscoelastic properties of gluten from spelt and common wheat. European Food Research and Technology, vol. 227, n. 1, p.199-207. [ Links ]
Redl, A.; Morel, M.H.; Bonicel, J.; Guilbert, S. e Vergnes, B. (1999) - Rheological properties of gluten plasticized with glycerol: dependence on temperature, glycerol content and mixing conditions. Rheologica Acta, vol.38, n.4, p.311-320. [ Links ]
Redl, A.; Guilbert, S. e Morel, M.H. (2003) - Heat and shear mediated polymerisation of plasticized wheat gluten protein upon mixing. Journal of Cereal Science, vol. 38, n. 1, p. 105-114. [ Links ]
Resende, P.M.R. (2005) -Novos desenvolvimentos na modelação de turbulência para fluidos viscoelásticos. Tese de Mestrado. Porto, Faculdade de Engenharia, Universidade do Porto, 139 p. [ Links ]
Singh, M. e Khatkar, B.S. (2005) –Structural and functional properties of wheat atorage proteins: A review. Journal of Food Science and Technology, vol. 42, n. 6, p. 455-471. [ Links ]
Singh, S.; Singh, N. e MacRitchie, F. (2011) -Relationship of polymeric proteins with pasting, gel dynamic- and dough empirical-rheology in different Indian wheat varieties. Food Hydrocolloids, vol. 25, n. 1, p. 19-24. [ Links ]
Song, Y. e Zheng, Q. (2008) -Influence of gliadin removal on strain hardening of hydrated wheat gluten during equibiaxial extensional deformation. Journal of Cereal Science, vol. 48, n. 1, p. 58-67. [ Links ]
Sun, S.M.; Song, Y. e Zheng, Q. (2008) - Thermo-molded wheat gluten plastics plasticized with glycerol: effect of molding temperature. Food Hydrocolloids, vol. 22, n. 6, p. 1006-1013. [ Links ]
Teixeira, C.; Covas, J.A. e Gaspar-Cunha, A. (2010) -A global modelling program for co-rotating twin-screw extruders [em linha]. [Acesso em 2012-07-22]. Disponível em: http://repositorium.sdum.uminho.pt/handle/1822/18572. [ Links ]
Verbeek, C.J.R. e van den Berg, L.E. (2010) - Extrusion processing and properties of protein-based thermoplastics. Macromolecular Materials and Engineering, vol. 295, n. 1, p. 10-21. [ Links ]
Recebido/Received: 2013.03.28
Aceitação/Accepted: 2013.12.23

