










Serviços Personalizados
Journal
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkCorrosão e Protecção de Materiais
versão On-line ISSN 2182-6587
Corros. Prot. Mater. vol.32 no.3 Lisboa set. 2013
ARTIGO
Evaluation of corrosion behaviour of organic-coated structured sheet metals
Avaliação do comportamento anticorrosivo de chapas metálicas estruturadas
E. Kornienko(1)(*), R. Ossenbrink(1) and V. Michailov(1)
(1) Brandenburg University of Technology Cottbus, Chair of Joining and Welding Technology, Platz der Deutschen Einheit 1, 03046 Cottbus, Germany
(*) Corresponding author, email: elena.kornienko@tu-cottbus.de
ABSTRACT
In the present paper the corrosion behaviour of organic-coated structured sheet metals was analysed. These materials are innovative and with three-dimensional geometry. The major advantage of this sheet metal is a higher stiffness in comparison with a smooth sheet.
The material was coated by the industrial process of cathodic electrodeposition. The aim of this study is to evaluate the effect of sheet geometry on the corrosion behaviour and the influence of the structuring process on the corrosion properties. For comparison purposes the corrosion resistance of coated smooth sheet metals was determined.
The results show that the sheet geometry has no noticeable effect on the corrosion behaviour. The deformation due to the structuring process affects the coating system strongly.
Keywords: Corrosion, Organic Coating, Deformation, Structured Sheet Metals
RESUMO
No presente artigo foi analisado o comportamento anticorrosivo de chapas metálicas estruturadas com revestimento orgânico. Estes materiais são inovadores e com geometria tridimensional. A principal vantagem desta chapa metálica é a sua maior rigidez em comparação com a chapa lisa.
O material foi revestido pelo processo industrial da electrodeposição catódica. O objectivo deste estudo foi a avaliação do efeito da geometria da chapa no comportamento corrosivo e a influência do processo estruturante nas propriedades corrosivas.
Como referência foi determinada a resistência à corrosão de chapas metálicas lisas revestidas.
Os resultados revelaram que a geometria da chapa não teve efeito perceptível no comportamento corrosivo. A deformação devido ao processo de estruturação afecta fortemente o sistema de revestimento.
Keywords: Corrosão, Revestimento Orgânico, Deformação, Chapas Metálicas Estruturadas
1. INTRODUCTION
Structured sheet metals are an innovative lightweight material with a three-dimensional hexagonal geometry. These sheet metals have higher stiffness [1] than smooth sheets and are used in the automotive [2], design and civil industries. The properties and processing of structured sheet metals were studied in several works [3-6].
If the structured sheet metals are made of carbon steel, the sheet surface should be corrosion protected for practical applications. Among the common protection methods are different metallic and organic coatings. The cathodic electrodeposition is a widely used process for organic coatings. Especially, the automotive industry applies this protection method, because of the uniform surface (layer thickness) and the good edge coverage [7]. Conventionally this coating system is based on epoxy resins.
The corrosion behaviour of epoxy-based organic coatings was investigated in many studies [8-10]. In most of them was studied the influence of coating modification on the corrosion properties. The properties of cataphoretic automotive primer were investigated in reference [9]. This coating shows an excellent corrosion resistance after a relative long exposure time to the aggressive environments. The effect of deformation on the coating was investigated in works [11, 12] by an electrochemical technique. In [11] the influence of uniaxial deformation on the corrosion behaviour of pre-coated packaging steel has been assessed. The corrosion resistance of polymer-coated steel decreases with increasing strain, due to local defects in the coating after deformation. The work [12] investigated the effect of a mechanical deformation on the corrosion resistance of siliconpolyester- coated galvanised steel. It has been found that the coating degradation was strongly speeded up with increasing deformation. Furthermore, the cyclic accelerated test is a usually employed approach for the estimation of corrosion properties of coating systems [13, 14]. This test consists of different wet-dry cycles with aggressive medium exposure.
In this work the corrosion properties of organic-coated structured sheet metals have been estimated by cyclic corrosion test with the aim of evaluating the effect of the manufacturing process and sheet geometry on the corrosion resistance. The coating degradation was assessed by determination of corrosion, blistering and delamination width. Moreover, the corrosion protection strategies are discussed.
2. EXPERIMENTAL
2.1 Material
In this work the organic coated low carbon steel DC04 (0.03 % C, 0.19 % Mn, 0.006 % Si, 0.008 % P and 0.006 % S) was studied. The coating system was produced using industrial cathodic electrophoretic process. All obligatory steps for this method of cleaning and preparation of sheet metal were fulfilled. The surface treatment consists of alkaline cleaning and zinc phosphating. The base component of the organic coating is an epoxy resin. The coating thickness is approximately 21-23 µm.
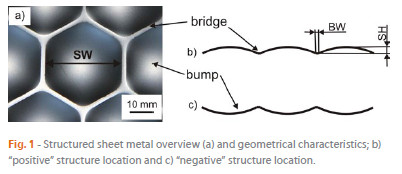
The investigated structured sheet metal with the hexagonal geometry was manufactured by the hydroforming process (Fig. 1 (a) ). The equipment for the structuring process consists of a rigid die and a gummy membrane. The sheet metal is formed by water pressure in the membrane of 50 bar. During hydroforming, the sheet metal surface that was in contact with the die formed the positive structure location (Fig. 1 (b) ). The negative structure location of the sheet surface was in contact with the gummy membrane (Fig. 1 (c) ). The main dimensions of the produced structure elements are the 33 mm structure width (SW), 3.1 mm structure high (SH) and 2 mm bridge width (BW) between regular bumps (Fig. 1).
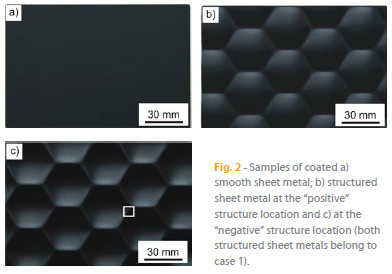
Two strategies of the manufacturing of coated structured sheet metal were investigated. In case 1 the finished structured sheet metal was coated by the cathodic electrophoretic process. In case 2 the smooth sheet was coated before the structuring process. The coated smooth sheet metal without structuring was used as a reference.
2.2 Cyclic corrosion test
The samples for the corrosion test with dimensions of (150x100x0.7) mm are illustrated in Fig. 2. The samples were visually inspected after hydroforming in order to determine the coating surface quality.
For the corrosion test the cutting edges of the specimens were insulated with an adhesive tape. On the specimen surface a scribe was made with Van Laar tool of 0.5 mm width. The scribe length is 100 mm; the distance to edges is 25 mm. The initial scribe width on the coating surface was approximately 0.2 - 0.4 mm. For each considered strategies (case 1 and 2) six samples (three with and three without scribe) were investigated.
The corrosion test was carried out in the chamber for full automatic alternating clime test model CCT 1000-S MF made by VLM GmbH. The specimens were examined by cyclic alternating clime corrosion test according to VDA 621-415 specification [15]. This test consists of the 24 h salt spray exposure (DIN EN ISO 9227), 4x24 h condensation cyclic climate (DIN EN ISO 6270-2) and 2x24 h ambient climate. The duration of each cycle is one week. The total test duration was 6 weeks (1008 h).
The samples were inspected after each cycle (every 7 days). The photos of the specimen surface were made to estimate the evaluation of the coating degradation.
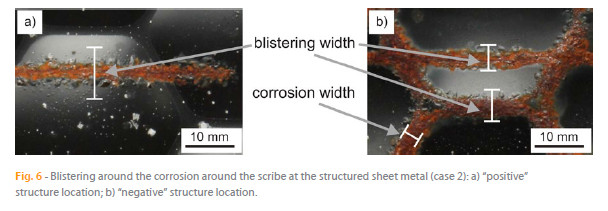
The quantity of defects and degree of blistering were assessed according to DIN EN ISO 4628-2. In order to analyse the defects and their dimensions stereomicroscopy technique was used. The corrosion width around the scribe was determined by metallographic software. The widening of the corrosion around the scribe was calculated as the measured width of the corrosion around the scribe subtracted the initial scribe width. The width of the corrosion and blistering areas in the bridge at the negative structure location was measured perpendicular to the bridge (see Fig. 6). After the corrosion test, the samples were cleaned with water and ethanol. The coating around the corrosion in scribed area was removed. The estimation of coating delamination around the scribe was carried out according to DIN EN ISO 4628-8.
3. RESULTS AND DISCUSSION
After the structuring process small coating damages were observed in the bridge area at the negative structure location (Fig. 3). The defects are directed along the bridge. At the positive structure location no defects were detected.
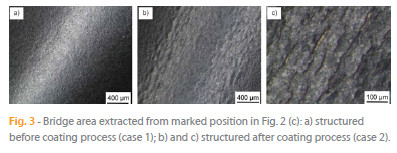
Fig. 4 demonstrates the scribed samples after the corrosion test. The visual analysis of the samples surfaces shows no difference between the smooth and structured (case 1) sheet metals at both structure locations (Fig. 4 (a), (b), (c) ). The surfaces of some samples have a few very small defects with the 0.05 mm² area. The width of the corrosion around the scribe is also similar to the smooth and structured sheet metals.
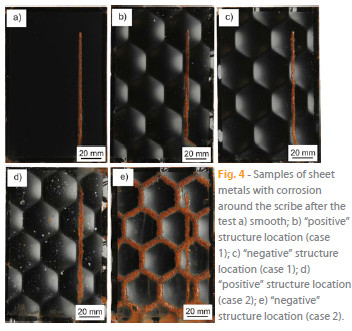
In the case 2 (structuring after coating) a significant damage could be seen after the test (Fig. 4 (d), (e) ). The positive structure location shows a few corrosion defects (rust) and many blisters especially in the bump top area. The degree of blistering is 3 (S2) according to DIN EN ISO 4628-2. The bridge area of the structured sheet metal at the negative structure location corroded completely. The corrosion around the scribe at both structure locations is slightly wider than that of the smooth sheet metal.
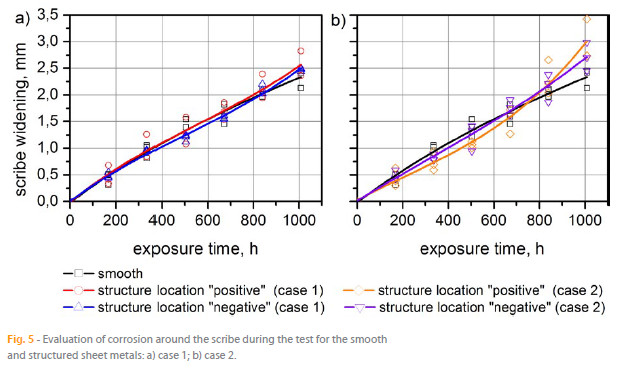
Fig. 5 (a) illustrates the change of the corrosion around the scribe width for the smooth and structured (case 1) sheet metals. The rate of the corrosion development is nearly constant and equal for all sheet metals. The widening of the corrosion around the scribe is approximately 2.5 mm.
Fig. 5 (b) shows the progress of the corrosion around the scribe width for the smooth and structured sheet metals in the case 2. The corrosion around the scribe width changes less for the structured than for the smooth sheet metals until 672 h of exposure time. After 672 h the values are equal for the smooth and structured sheet metals at the negative structure location. The values of the corrosion around the scribe widening for the structured sheet metal are higher after 840 h than these for the smooth sheet metal. The maximal increase of the corrosion around the scribe is 2.4, 3.4 and 3.0 mm for the smooth and structured sheet metals at the positive and negative structure locations respectively. The reason for the less widening of the corrosion around the scribe for the structured sheet metal within the first 4 cycles is the blistering around the scribe, especially at the positive structure location. After 4 weeks some blisters opened and the corrosion around the scribe width increased.
The blistering around the corrosion around the scribe for the structured sheet metals (case 2) at the positive (a) and negative (b) structure locations is presented in Fig. 6. At the positive structure location clearly more blisters were observed than at the negative structure location. The maximal blister dimension around the corrosion around the scribe is approximately 1 mm for both structure locations. At the positive structure location the blistering area is significant. The blister dimensions are getting smaller with increasing distance to the scribe.
The propagation of blistering around the corrosion around the scribe during the test is shown in Fig. 7. At the negative structure location the development of blisters progresses slower than at the positive structure location. The width of the blistering area is also smaller at the negative structure location. The divergence between the curves is increasing with advancing exposure time.
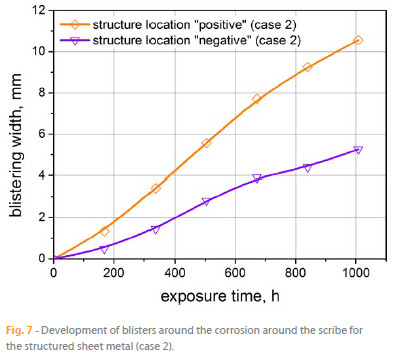
The area of blistering around the corrosion around the scribe at the positive structure location is approximately two times larger in comparison with the negative structure location for all test periods. The width of the blistering area is 10.6 mm at the positive structure location and 5.3 mm at the negative structure location at the end of the test. This leads to the conclusion that the coating adhesion after the structuring process is worse at the positive structure location
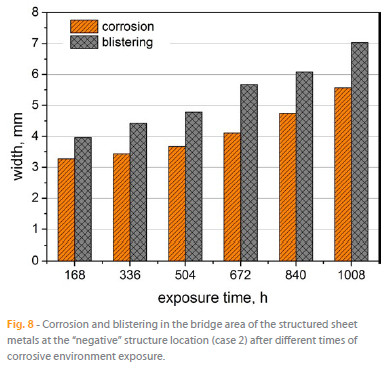
A lot of blisters developed around the damaged coating in the bridges of the structured sheet metal (case 2) at the negative structure location. Fig. 8 illustrates the progress of the corrosion and blistering width. After the first cycle the corrosion area width is already 3.3 mm. The blistering width is approximately 4 mm. With the exposure time the width of the blistering and corrosion areas increase proportionally. At the end of test the width of the corrosion area is 1.7 times and blistering area 1.8 times larger in comparison with this after 168 h of test.
The delamination area was assessed after removal of coating around the scribe. Fig. 9 illustrates clearly the difference between the smooth and structured sheet metals in the case 1 and case 2. It was possible to remove the coating around the scribe at the smooth and structured (case 1) sheet metals only in the corrosion area. The corrosion and delamination areas are equal. For the structured sheet metal in the case 2 the delamination area is larger than the corrosion area. Fig. 9(d) and 9(e) shows that the coating delamination progresses in the bump area. The coating in the bridge area at the positive structure location and in the area near the bridge at the negative structure location has high adhesive. The probable reason is the compressive stress in this areas during the structuring which did not impaire the coating.
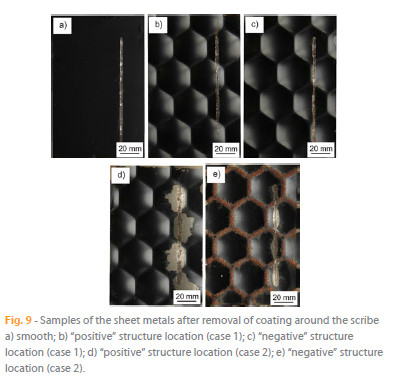
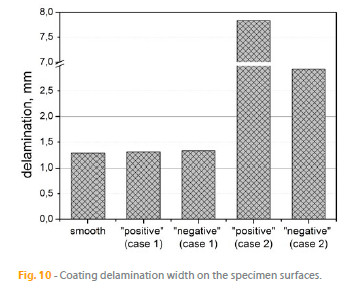
Fig. 10 demostrates the delamination width for all investigated cases. It is evident that the structured sheet metals in the case 2 at the positive structure location have the biggest coating delamination width. The values for the smooth and structured sheet metals in the case 1 are approximatelly identical. For the structured sheet metals in the case 2 the values are 7.8 and 3.0 mm at the positive and negative structure locations respectivelly.
The results in the case 1 show that there are no geometry effects on the corrosion properties. The coating system has a good adhesion with the structured sheet metal surface. The reason for the high corrosion in the case 2 is the deformation of the coating by the hydroforming process (see Fig. 2). In spite of small plastic strains by the structuring [16], the coating was damaged at both structure locations. The corrosion protection is significantly reduced. The positions with the highest corrosion are the most strained areas. These are bumps at the positive structure location and bridges at the negative structure location. The following mechanisms of the coating degradation can be assumed. At the positive structure location the main reasons are the decrease of the adhesion between the coating and the substrate and the failure of the cohesion in the coating, because of the plastic strain. In the positions, where the cohesion and adhesion were destroyed (bump area), blisters were developed. The blistering in the bump area was estimated after 2 cycles. Blistering was detected also in the bump area near the scribe after first cycle. With increasing exposure time the corrosion under coating started and progressed. After removal of coating the corrosion (rust) around the scribe was observed. At the negative structure location in the bridge area the strain during structuring is high. The reason for the coating degradation is not only the decrease of adhesion between the coating and the substrate but also the defects developed at the coating surface during the hydroforming. This damage initiated the rapid corrosion process in the bridge area.
4. CONCLUSIONS
The organic coated structured sheet metals have been investigated by cyclic alternating clime corrosion test. The test has been carried out for the sheet metals which have been structured before (case 1) and after (case 2) coating process.
The results lead to conclusions that in case 1 the corrosion behaviour for smooth and structured sheet metals weakly differs. It indicates that the sheet geometry has no significant influence on the corrosion behaviour of the organic-coated structured sheet metal. This protection strategy is preferred for the structured sheet metals with cathodic electrodeposition coating.
In case 2 the organic coating of the structured sheet metals has a low corrosion resistance. As could be expected, the structuring process affects the corrosion behaviour of the coating system. Consequently for further applications of the sheet metals, which structuration action needs to be done after the coating process (case 2), special corrosion protection process must be adopted.
REFERENCES
[1] M. Hoppe (Umformverhalten strukturierter Bleche), Dissertation, Cottbus (2002). [ Links ]
[2] H. P. Degischer and S. Lüftl (Leichtbau), WILEY-VCH, Weinheim (2009). [ Links ]
[3] V. Malikov, R. Ossenbrink, B. Viehweger and V. Michailov, Adv. Mat. Res., 418-420, 1294 (2012). [ Links ]
[4] E. Kornienko and R. Ossenbrink and V. Michailov, Engineering Review, 31(2), 97 (2011). [ Links ]
[5] S. Fritzsche, R. Ossenbrink and V. Michailov, Key Eng. Mat., 473, 404 (2011). [ Links ]
[6] E. Kornienko, R. Ossenbrink and V. Michailov, Corros. Sci., 69, 270 (2013). [ Links ]
[7] T . Brock, M. Groteklaes and P. Mischke (Lehrbuch der Lacktechnologie), Vincentz Network GmbH & Co KG (2000). [ Links ]
[8] D. Piazza, N. P. Lorandi, C. I. Pasqual, L. C. Scienza and A. J. Zattera, Mat. Sci. Eng. A - Struct., 528, 6769 (2011). [ Links ]
[9] M. R. Bagherzadeh, A. Daneshvar and H. Shariatpanahi, Surf. Coat. Tech., 206, 2057 (2012). [ Links ]
[10] E. Almeida, I. Alves, C. Brites and L. Fedrizzi, Prog. Org. Coat., 46, 8 (2003). [ Links ]
[11] X. Zhang, B. Boelen, P. Beentjes, J. M. C. Molb, H. Terryn and J. H. W. de Wit, Prog. Org. Coat., 60, 335 (2007). [ Links ]
[12] V. Lavaert, P. Praet, M. Moorsa, E. Wettinck and B. Verhegghe, Prog. Org. Coat., 39, 157 (2000). [ Links ]
[13] R . P. Edavan and R. Kopinski, Corros. Sci., 51, 2429 (2009). [ Links ]
[14] S. Pietsch, W.-D. Kaiser and M. Strutmann, Mater. Corros., 53 (5), 299 (2002). [ Links ]
[15] VDA-Prüfblatt 621-415 (Anstrichtechnische Prüfungen, Prüfung des Korrosionsschutzes von Kraftfahrzeuglackierungen bei zyklisch wechselnder Beanspruchung) (1982). [ Links ]
[16] V. Malikov, R. Ossenbrink, B. Viehweger and V. Michailov, Int. J. Adv. Manuf. Tech., 63 (5-8), 449 (2012). [ Links ]
ACKNOWLEDGEMENTS
This work was supported by the Brandenburg Ministry of Science, Research and Culture (MWFK) as part of the International Graduate School at Brandenburg University of Technology Cottbus (BTU).
Artigo submetido em Março de 2013 e aceite em Junho de 2013

{kind=link}
{kind=link}